Aufbau einer Schaltungen - Beispiel
Die Entwicklung einer Schaltung soll anhand eines Beispieles vorgeführt werden. Hier finden Sie weitere Beispiele.
Vorbemerkung:
Da speziell für den Logikplan grundlegende Kenntnisse von Zusammenhängen aus dem Teilgebiet der Logik erforderlich sind, und ohne dieses Wissen eine Umwandlung in einen Schaltplan nicht korrekt durchgeführt werden kann, wird in diesem Kapitel der Logikplan und der Schaltplan nur zur Vervollständigung des Beispieles, ohne Erläuterung, angegeben. Eine genaue Erklärung wird in den nachfolgenden Kapiteln 3. Logische Funktionen, 4. Grundschaltungen sowie 6. Programmsteuerungen und 7. Lösung von Signalüberschneidungen gesondert für die einzelnen Blöcke des Schaltplanes, am Ende des jeweiligen Kapitels gegeben. Die Kenntnis dieser drei Kapitel ist mindestens notwendig, um dieses spezielle Beispiel lösen zu können.
Beispiel:
In einer Vorrichtung soll mit einem beheizten Stempel Typenbezeichnungen in Kunststoffplättchen eingebrannt werden. Die Plättchen werden aus einem Vorratsmagazin dem Stempel zugeführt. Wenn ein Plättchen eingelegt ist, muß der beheizte Stempel auf dieses gedrückt werden, und nach einer bestimmten Zeit wieder seine Ausgangsposition einnehmen. Das System hat vollautomatisch zu arbeiten.
Zunächst sollen grundlegende Gedanken zum Aufbau der Maschine vorausgeschickt werden.
In einer groben Analyse der Aufgabenstellung muß man sich am Anfang Klarheit verschaffen, die der Vorgang durchgeführt werden kann. Dabei erkennt man innerhalb des Gesamtablaufes zwei grundlegende Aufgaben. Einerseits ist da der Vorgang des Prägens, und andererseits müssen Platten aus einem Magazin zugeführt werden. Eine mögliche Variante der Lösung dieses Problems liegt in der Verwendung von zwei Pneumatikzylindern, wo der eine den Vorgang der Versorgung der Maschine mit Plättchen übernimmt, und der andere das Prägen. Ausgehend von dieser Basisüberlegung bietet sich folgende Anordnung an.
Lageplan:
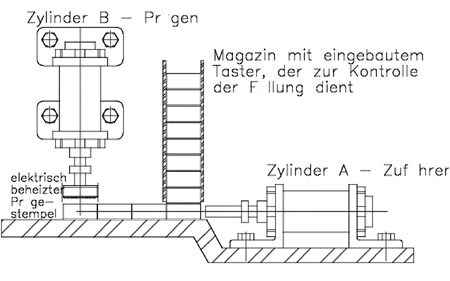
Bild. 2.2 Lageplan einer Prägevorrichtung
Zur Erstellung des Programmablaufplanes ist eine genauere Analyse der Aufgabenstellung notwendig. Dazu wird der Sachverhalt des Prägens von Typenschildern in die erforderlichen Teilaufgaben zerlegt.
Anmerkung: Die in Klammer stehenden kursiv gedruckten Wörter stellen den Zusammenhang mit dem Programmablaufplan her, siehe Bild 2.3.
Wird der Prozeß in Gang gesetzt (START) , so geschieht dies durch die Versorgung des Systems mit Energie (Energie EIN), d.h. der Mensch, der die Maschine in Gang setzt, muß einen Hauptschalter betätigen, der das System mit Druckluft versorgt. Zweckmäßig ist es, den Umstand daß das Gerät nun mit Druckluft versorgt ist, mittels eines Signalgliedes (z.B. ein Manometer, oder einen Signalkolben in einem Schauglas, der bei Druck an einer Seite seine Position im Schauglas verändert. ) anzuzeigen . Der Bediener kann nun ersehen, ob die gesetzte Handlung des Einschaltens des Gerätes auch wirklich zur Versorgung der Maschine mit Luft geführt hat (Energie vorhanden). Ist Energie vorhanden, dann soll die Maschine automatisch zum nächsten Schritt weitergehen. Steht keine Luft zur Verfügung, dann wird dem Betreuer die Möglichkeit zur Einstellung (Einstellung) der Druckluftversorgung gegeben. Nach dem Einstellen wird die Bedingung (Energie vorhanden) erneut abgefragt. Der Ablauf muß also ein Element zur Entscheidungsauswahl beinhalten, die Auswahl hat eine Verzweigung im Programm zur Folge, je nachdem ob die Entscheidung JA - Energie vorhanden, oder NEIN - keine Energie vorhanden, lautet. Ein solches Element wird im Anschluß gleich nochmals gebraucht, denn es muß überprüft werden, ob das Magazin voll ist (Magazin VOLL) oder nicht. Dies geschieht durch einen Tastschalter, der ein Signal in die Schaltung abgibt, nur durch dieses Signal kann der Prägezyklus gestartet werden. Ist das Magazin leer, wird der Ablauf gestoppt, und das Gerät gibt einem die Gelegenheit das Magazin zu füllen (Füllen). Erst wenn das Magazin voll ist, kann das Programm fortgesetzt werden.
Jetzt erst beginnt (START Zyklus PRÄGEN) der eigentliche Zyklus, der sich automatisch immer wieder wiederholen soll, solange das Magazin voll ist.
Der Füllzylinder A muß zunächst eine Platte in die Prägeposition einschieben (Zylinder A - Platte einschieben). Danach soll der Zylinder wieder in die Ausgangsposition zurückkehren (Zylinder A - in Ausgangsposition).
Dadurch kann eine neue Platte aus dem Magazin, in die Einschubposition herunterfallen. Hat Zylinder A seine Grundstellung erreicht, soll Zylinder B ausfahren und den Prägestempel, der elektrisch mittels eines Thermostates temperaturgeregelt wird, aufsetzen (Zylinder B - ausfahren, Prägestempel aufsetzen). In dieser Position soll der Stempel einige Zeit verharren, damit sich eine gewisse Einbrandtiefe ergibt ( Zylinder B - warten bis eingebrannt). Danach soll der Zylinder wieder in seine Ausgangsposition zurückkehren (Zylinder B - zurück).
Der gewünschte Teilvorgang ist somit abgeschlossen. Wenn nun eine Platte im Magazin ist, soll auch diese gebrannt werden, der Zyklus muß also wiederholt werden. Dies geschieht mittels einer Verzweigung die durch eine JA - NEIN - Entscheidung abfragt ob eine Platte im Magazin ist (Platte im Magazin) . Die Antwort liefert wieder der Taster, der wenn das Magazin gefüllt ist (Verzweigung JA) , ein Signal abgibt. Ist keine Platte mehr im Magazin, so wurde im besten Fall der gesamte Arbeitsumfang abgearbeitet. Der Betreuer hat nun zu entscheiden, ob der Gesamtvorgang wiederholt werden soll (Zyklus wiederholen) , oder ob die Arbeit der Maschine beendet ist (ENDE). Soll wieder einen neues Los von Platten bearbeitet werden, muß das Magazin gefüllt werden, die Maschine überprüft neuerdings, ob das Magazin voll ist, und der eigentliche Zyklus kann wieder nur dann gestartet werden, wenn das Magazin voll ist, und der Hauptschalter die Maschine mit Druck versorgt.
Nachdem nun eine Analyse der Gesamtereignisses des Prägens von Platten durchgeführt wurde, sind die Teilschritte die nötig sind sowie deren ablaufbedingte Lage zueinander bekannt.
Nun ist es erforderlich diese Erkenntnisse zu einem Ganzen, den diesen speziellen Ablauf wiedergebenden Programm zu vereinigen. Die Synthese der Einzelvorgänge wird im Programmablaufplan dargestellt, die Erstellung erfolgt nach den in Kapitel 2.2 Programmablaufplan dargestellten Regeln.
Programmablaufplan:
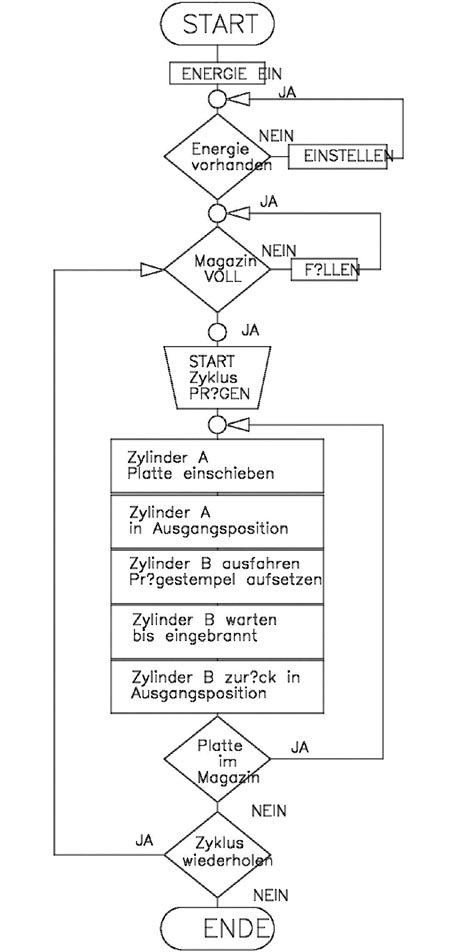
Bild. 2.3Programmablaufplan zu Beispiel Prägevorrichtung
Wie schon am Ende des Kapitels 2.2 Programmablaufplan erwähnt, empfiehlt es sich die Vorgänge im System in einem Funktionsdiagramm darzustellen, da es speziell bei komplizierteren Systemen die Übersichtlichkeit fördert, und in einfacher Weise eine vorläufige Kontrolle ermöglicht, da alle Vorgänge die ausgeführt werden sollen, wiedergespiegelt werden. Das Funktionsdiagramm zum vorliegenden Beispiel sieht wie folgt aus.
Funktionsdiagramm der Pneumatikzylinder :
Bild 2.4Vorentwurf eines Funktionsdiagrammes zu Beispiel Prägevorrichtung
Im Funktionsdiagramm des Vorentwurfes werden die grundlegenden Vorgänge veranschaulicht. Da zunächst weder Logikplan noch Schaltplan bekannt sind , kommt man nicht umhin grobe Vereinfachungen anzuwenden. Das endgültige Funktionsdiagramm wird am Ende anhand des Schaltplanes erstellt, bzw. korrigiert.
Der Kern des Vorganges ist bereits jetzt in groben Zügen erkennbar. Zunächst wird der Zubringerzylinder A ausgelöst ( Nebenbedingung wurden zunächst vernachlässigt ). Über ein Signal wir das Einfahren des Zubringerzylinders bewirkt. Hat der Zylinder seine Endlage erreicht, so ist dieser Umstand die Ursache für das aktivieren von Zylinder B, dem Prägezylinder, der in seiner Endlage ein zeitverzögertes Singal auslöst, mit dem er sich selbst wieder in die Ausgangslage schaltet.
In der nun wieder erreichten Ausgangslage wird ein Signal abgegeben, das unter anderem Ursache für ein neuerliches Ingangsetzen des Zubringerzylinders A ist. Der Kreislauf ist somit geschlossen. Man darf annehmen, daß der Vorgang automatisch ablaufen wird, und die richtige Reihenfolge der Betätigung der Zylinder gegeben ist.
Wie schon erwähnt ist der Logikplan und der Schaltplan hier nur zur Veranschaulichung angegeben. Die Erklärung, wie erstellt man einen Logikplan, und wie wandelt man diesen in einen auszuführenden Schaltplan um, erfolgt am Ende des Kapitels 3. Logik , da hiezu Kenntnisse über die logischen Zusammenhänge, sowie deren schaltungstechnische Realisierung notwendig sind.
Eine zusätzliche Bemerkung sei noch hinzugefügt: Bei diesem speziellen Beispiel muß parallel zur Grundaufgabe das Problem der Signalüberschneidung behandelt werden (siehe Kapitel 7. Signalüberschneidungen ) deswegen ist eine direkte Verknüpfung der beiden Zylinder über Endschalter, wie man aus der Skizze des Funktionsdiagrammes annehmen könnte nicht möglich, das dies zu einer Selbstsperrung (d.h. kein Vorgang würde ablaufen, das System würde nur kurz, und dann gar nicht mehr arbeiten) der Schaltung führen würde.
Auch auf dieses Problem für diese spezielle Schaltung wird noch gesondert eingegangen, siehe dazu Ende des Kapitels 7. Signalüberschneidungen .
Logikplan:
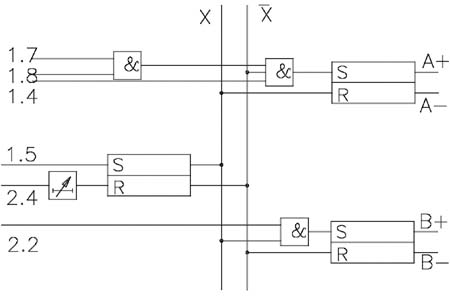
Bild. 2.5Logikplan zu Beispiel Prägevorrichtung
Der Logikplan liefert die Grundlage zur Erstellung eines Schaltplanes, er ist die Ausgangsbasis, die mit den entsprechenden Grundschaltungen realisiert wird.
Schaltplan:
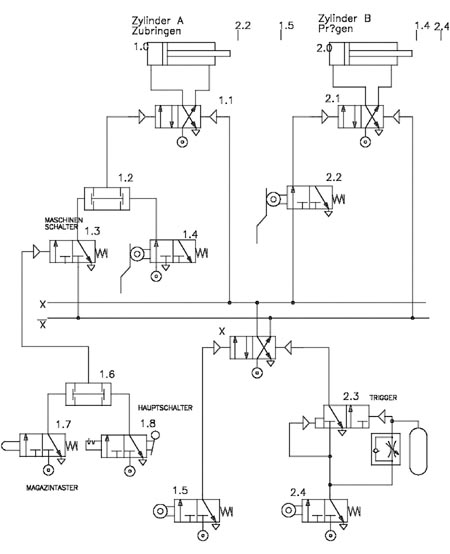
Bild. 2.6Schaltplan zu Beispiel Prägevorrichtung
Nachdem nun der Schaltplan bekannt ist, kann das Funktionsdiagramm korrigiert werden, und es erhält seine endgültige Form.

Bild 2.7Korrigiertes Funktionsdiagramm zu Beispiel Prägevorrichtung

Maschinenbau - historisch - Geschichte - Engineering - modern - Technik - Praxis